SMT如何计算OEE
来源:学生作业帮助网 编辑:作业帮 时间:2024/11/28 07:15:42
SMT如何计算OEE
SMT如何计算OEE
SMT如何计算OEE
OEE名词定义以及计算方法
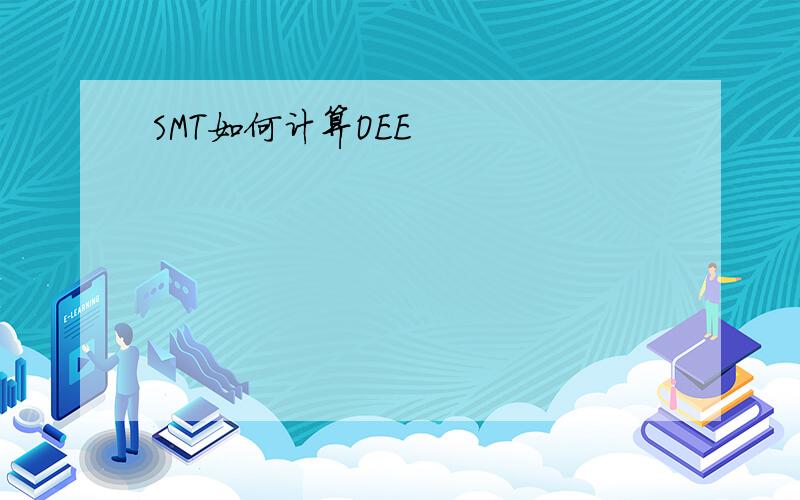
OEE=可用率(B/A)×表现指数(C/B)×质量指数(E/D)
日历工作时间
计划中断
A 负荷工作时间 设备 保养 计划停工待料 计划 停产 休息就餐
停机
B 实际运行时间 品质 确认 设备 调整 产品 换型 交接班 设备 故障 停工 待料 其他 损失
速度损失
C 正常(无损失)运行时间 设备 空转 减速 损失 暂停 损失
D 生产数量
浪费
E 合格品数 启动过程次品损失 生产过程次品损失
OEE
定义:Overall Equipment Effectiveness(全局设备效率)的缩写,它由可用率,表现指数以及质量指数三个关键要素
组成.
计算方法
OEE=可用率X 表现指数 X质量指数
可用率=实际运行时间 / 负荷工作时间
可用率:它是用来考虑停工所带来的损失,包括引起计划生产发生停工的任何事件,例如设备故障,原料短缺以及生产
方法的改变等.
表现指数=(净CT时间*生产数量)/实际运行时间
表现指数: 表现性考虑生产速度上的损失.包括任何导致生产不能以最大速度运行的因素,例如设备的磨损,材料的不
合格以及操作人员的失误等.
质量指数=合格品数/生产数量
质量指数: 质量指数考虑质量的损失,它用来反映没有满足质量要求的产品(包括返工的产品).
负荷工作时间:除去设备休止以外班别正常工作时间(出勤时间)
实际运行时间:除去停机损失之外的计划生产时间
产线与PMC
1 理想节拍时间=净Cycle time时间
定义:生产线正常运转(无停机和速度损失)状态下,单个工位完成一次全部作业内容所需的时间(实际测算CYCLE
TIME=生产线瓶颈工位完成一次全部作业内容所需的时间)
SMT是机器正常生产(前后也都没有供应不上和堵塞的现象)情况下从一片板夹住开始贴装到第二片板夹住开始贴装
为一个周期时间.
MIMA、FA、FG是正常情况单个工位完成一次全部作业内容所需的时间.
2 Standard time(标准节拍时间) -> 设定线速使用
定义:普通熟练的作业员在正常情况下,以合理的劳动强度和速度,合理的操作方法,完成符合质量要求的产品所需时间.
计算方法:
标准节拍时间(ST)=净CT时间*(1+T.A.F)=净CT时间*(1+生理宽放+疲劳宽放+管理宽放)
3 设备有效运转率
计算方法:
设备有效运转率(%)= 正常(无损失)运行时间 ×100%
负荷工作时间
4 额定设备有效运转率
定义:上季度设备有效运转率平均值
5 额定产品直通率
定义:上季度量产产品直通率平均值
6 SMT小时额定产能(U.P.H) -> 供PMC安排计划使用
定义:利用CT根据合理系数评价出生产线小时负荷产量.
计算方法:
SMT小时额定产能(U.P.H)= 3600 ×额定设备有效运转率
CT
MIMA、FA、FG小时额定产能(U.P.H) -> 供PMC安排计划使用
定义:利用CT根据合理系数评价出生产线小时负荷产量.
计算方法:
MIMA、FA、FG小时额定产能(U.P.H)= 3600 ×额定设备有效运转率×额定产品直通率
CT
7 额定生产工时
计算方法:
额定生产工时(min)= 60 ×计划产量
U.P.H
8 生产效率
计算方法:
生产效率(%) = (1- 负荷工作时间 -额定生产工时 )×100%
额定生产工时
9 人工效率(劳动生产率)
计算方法:
人工效率(劳动生产率)(%)= (1- 负荷工作时间×实际用工人数 - 额定生产工时×额定用工人数 )×100%
额定生产工时×额定用工人数
10 OEE的计算方法也可用如下公式表示
计算方法:
OEE = 设备有效运转率(%)× 产品直通率(%)
OEE计算例子:
假设以下是某车间某班次的记录
项目 数据
日历工作时间 12小时(720分钟)
休息中断 2次(每次15分钟)
就餐中断 2次(每次30分钟)
停机时间 50分钟
理想节拍(净CT小时产量) 360个/小时 (6个/分钟)
生产数量 3060
次品数量 60
计划生产时间=8x60-15=465 (min) 从上面的数据,我们可以得出:
可用率=410/465=0.881(88.1%) 负荷工作时间=日历工作时间-计划中断=720-(2×15+2×30)=630(分钟)
质量指数=(450—20)/450=0.955(95.5%) 实际运行时间=负荷工作时间-停机时间=630-50=580(分钟)
良品数量=生产数量-次品数量=3060-60=3000(个)
从而:
可用率=实际运行时间/负荷工作时间=580/630=0.921(92.1%)
表现性=(净CT工时×生产数量)/实际运行时间)=(1/6 × 3060)/580=0.879(87.9%)
质量指数=合格品数/生产数量= 3000/3060=0.980(98%)
OEE=可用率 × 表现性 × 质量指数=0.921 × 0.879 × 0.98=0.793(79.3%)
OEE的另一公式计算结果
设备有效运转率 =正常(无损失)运行时间/负荷工作时间 =(1/6 × 3060)/630=0.809(80.9%)
OEE=设备有效运转率× 产品直通率=0.809 × 0.98=0.793(79.3%)