ж°©еј§з„ҠжҺҘдёҺзӯүзҰ»еӯҗз„ҠжҺҘжңүд»Җд№ҲдёҚеҗҢе‘ў?
жқҘжәҗпјҡеӯҰз”ҹдҪңдёҡеё®еҠ©зҪ‘ зј–иҫ‘пјҡдҪңдёҡеё® ж—¶й—ҙпјҡ2024/11/18 05:57:24
ж°©еј§з„ҠжҺҘдёҺзӯүзҰ»еӯҗз„ҠжҺҘжңүд»Җд№ҲдёҚеҗҢе‘ў?
ж°©еј§з„ҠжҺҘдёҺзӯүзҰ»еӯҗз„ҠжҺҘжңүд»Җд№ҲдёҚеҗҢе‘ў?
ж°©еј§з„ҠжҺҘдёҺзӯүзҰ»еӯҗз„ҠжҺҘжңүд»Җд№ҲдёҚеҗҢе‘ў?
ж°©еј§з„ҠжҠҖжңҜжҳҜеңЁжҷ®йҖҡз”өеј§з„Ҡзҡ„еҺҹзҗҶзҡ„еҹәзЎҖдёҠ,еҲ©з”Ёж°©ж°”еҜ№йҮ‘еұһз„Ҡжқҗзҡ„дҝқжҠӨ,йҖҡиҝҮй«ҳз”өжөҒдҪҝз„ҠжқҗеңЁиў«з„ҠеҹәжқҗдёҠиһҚеҢ–жҲҗж¶ІжҖҒеҪўжҲҗжә¶жұ ,дҪҝиў«з„ҠйҮ‘еұһе’Ңз„ҠжқҗиҫҫеҲ°еҶ¶йҮ‘з»“еҗҲзҡ„дёҖз§Қз„ҠжҺҘжҠҖжңҜ,з”ұдәҺеңЁй«ҳжё©зҶ”иһҚз„ҠжҺҘдёӯдёҚж–ӯйҖҒдёҠж°©ж°”,дҪҝз„ҠжқҗдёҚиғҪе’Ңз©әж°”дёӯзҡ„ж°§ж°”жҺҘи§Ұ,д»ҺиҖҢйҳІжӯўдәҶз„Ҡжқҗзҡ„ж°§еҢ–,еӣ жӯӨеҸҜд»Ҙз„ҠжҺҘй“ңгҖҒй“қгҖҒеҗҲйҮ‘й’ўзӯүжңүиүІйҮ‘еұһ.
зӯүзҰ»еӯҗз„ҠжҺҘж—¶,зӯүзҰ»еӯҗе°„жөҒз©ҝиҝҮж•ҙдёӘз„Ҡзјқ并еҪўжҲҗдёҖдёӘе°Ҹеӯ”пјҲеҚіе°Ҹеӯ”ж•Ҳеә”пјүж°”дҪ“д№ҹйҡҸд№Ӣз©ҝиҝҮ.еҪ“然,иҝҷдёӘе°Ҹеӯ”йҡҸз”өеј§зҡ„еүҚ移иҖҢй—ӯеҗҲ.зӯүзҰ»еӯҗз„ҠеҸҜз„ҠжҺҘжҜ”TIGз„ҠжӣҙеҺҡзҡ„й’ўжқҝеңЁж“ҚдҪңжҠҖжңҜе’Ңз»ҸжөҺж•ҲзӣҠдёӨж–№йқўйғҪжңүдёҚе®№зҪ®з–‘зҡ„дјҳзӮ№.
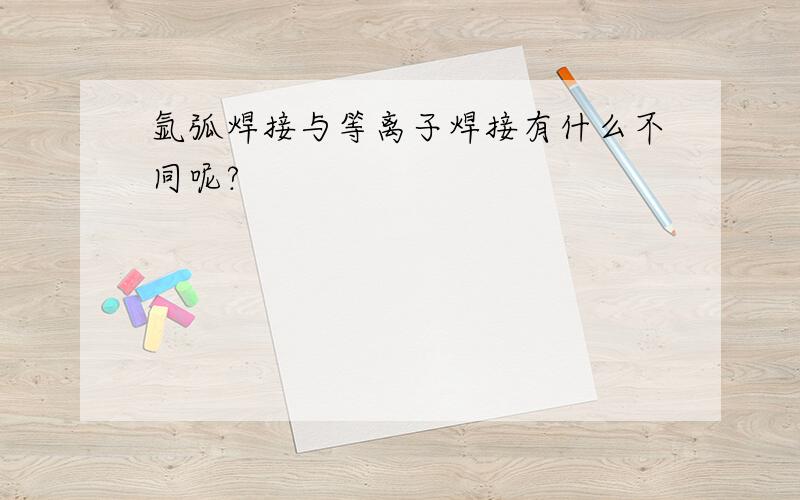
ж №йғЁз„ҠйҒ“ жүӢе·Ҙз”өеј§з„ҠжҺҘ жүӢејҸTIGз„ҠжҺҘ зӯүзҰ»еӯҗз„ҠжҺҘ(PAW)
жқҝжқҗз„ҠеүҚеҮҶеӨҮ еқЎеҸЈ+й’қиҫ№ еқЎеҸЈ+й’қиҫ№ 2.5-8mm
ж— йңҖеқЎеҸЈ+й’қиҫ№
иЈ…й…Қ зӣёеҜ№еӣ°йҡҫпјҲй—ҙйҡҷпјү еӣ°йҡҫпјҲе°Ҹй—ҙйҡҷпјү е®№жҳ“
з„Ҡе·ҘжҠҖжңҜиҰҒжұӮ зҶҹз»ғ зҶҹз»ғ дёҖиҲ¬
з„ҠжҺҘйҖҹеәҰ йқһеёёж…ў йқһеёёж…ў зӣёеҪ“еҝ«
ж“ҚдҪңйҡҫеәҰ еӣ°йҡҫ йқһеёёеӣ°йҡҫ иҫғе®№жҳ“
з„ҠеҗҺиҙЁйҮҸ еҘҪ/дҪҶеӨ–и§ӮдёҚзҫҺ еҘҪ жһҒеҘҪ
зү№еҲ«й—®йўҳ з„ҠжқЎиҝҮзғӯ, з„Ҡе·Ҙжҳ“з–ІеҠі ж—
иҙЁйҮҸйҡҫд»ҘжҺ§еҲ¶, иҙЁйҮҸйҡҫд»ҘжҺ§еҲ¶,
е·Ҙ件еҸҳеҪў е·Ҙ件еҸҳеҪў
з”ұдәҺе…¶з„ҠжҺҘйҖҹеәҰеҝ«,з„ҠзјқзҫҺи§Ӯ,з„ҠзјқиҙЁйҮҸеҘҪ,жҲҗжң¬дҪҺ,зӯүзҰ»еӯҗз„ҠжҺҘе·Іе№ҝжіӣиҝҗз”ЁдәҺи®ҫеӨҮеҲ¶йҖ дёҡдёӯеҜ№еҗ„з§ҚеһӢејҸзҡ„жҺҘеӨҙиҝӣиЎҢз„ҠжҺҘгҖҒеҢ»з–—и®ҫеӨҮгҖҒзңҹз©әиЈ…зҪ®гҖҒи–„жқҝеҠ е·ҘгҖҒжіўзә№з®ЎгҖҒд»ӘиЎЁгҖҒдј ж„ҹеҷЁгҖҒжұҪиҪҰйғЁд»¶гҖҒеҢ–е·ҘеҜҶе°Ғ件зӯү.
еҫ®жқҹзӯүзҰ»еӯҗз„ҠжӣҙжҳҜеңЁе®һйҷ…иҝҗз”ЁдёӯжҳҫйңІеҮәе·ЁеӨ§зҡ„дјҳеҠҝ,е…¶з„ҠзјқиҙЁйҮҸеҸҜдёҺжҝҖе…үз„ҠжҜ”иӮ©.еҫ®жқҹзӯүзҰ»еӯҗжҠҖжңҜе·ІжҲҗеҠҹзҡ„еә”з”ЁдәҺеӨ§еӨҡж•°йҮ‘еұһзҡ„з„ҠжҺҘ,еҰӮй’ўгҖҒдёҚй”Ҳй’ўгҖҒеҗ„з§ҚеҗҲйҮ‘й’ўгҖҒй“ңгҖҒй•ҚгҖҒй’ӣгҖҒй’јгҖҒй’ЁгҖҒйҮ‘гҖҒй“ӮгҖҒй“‘гҖҒй’Ҝзӯүеҗ„з§ҚйҮ‘еұһеҸҠе…¶еҗҲйҮ‘жқҗж–ҷ.е…ёеһӢеә”з”Ёдә§е“Ғжңүдј ж„ҹеҷЁиҶңзӣ’,з„ҠжҺҘжіўзә№з®Ў,еҫ®з”өжңәе®ҡеӯҗй“Ғеҝғ,з”өеӯҗдә§е“Ғ,дёҚй”Ҳй’ўй”…
-----------------------------------------------------
вҳ…иҝҮзЁӢзү№зӮ№
зӯүзҰ»еӯҗз„ҠжҺҘдёҺTIGз„ҠеҚҒеҲҶзӣёдјј,е®ғ们зҡ„з”өеј§йғҪжҳҜеңЁе°–еӨҙзҡ„й’Ёз”өжһҒе’Ңе·Ҙ件д№Ӣй—ҙеҪўжҲҗзҡ„.дҪҶжҳҜ,йҖҡиҝҮеңЁз„ҠзӮ¬дёӯе®үзҪ®з”өжһҒ,иғҪе°ҶзӯүзҰ»еӯҗеј§д»ҺдҝқжҠӨж°”дҪ“зҡ„ж°”еӣҠдёӯеҲҶзҰ»еҮәжқҘ,йҡҸеҗҺжҺЁеҠЁзӯүзҰ»еӯҗйҖҡиҝҮеӯ”еһӢиүҜеҘҪзҡ„й“ңе–·з®Ўе°Ҷеј§еҺӢзј©.йҖҡиҝҮж”№еҸҳеӯ”зҡ„зӣҙеҫ„е’ҢзӯүзҰ»еӯҗж°”жөҒйҖҹеәҰ,еҸҜд»Ҙе®һзҺ°дёүз§Қж“ҚдҪңж–№ејҸпјҡ
1гҖҒеҫ®жқҹзӯүзҰ»еӯҗпјҡ0.1пҪһ15A
еңЁеҫҲдҪҺзҡ„з„ҠжҺҘз”өжөҒдёӢ,д№ҹиғҪдҪҝз”Ёеҫ®жқҹзӯүзҰ»еӯҗеј§.еҚідҪҝеңЁеј§й•ҝеҸҳеҢ–дёҚи¶…иҝҮ20mmж—¶,жҹұзҠ¶еј§д»ҚиғҪдҝқжҢҒзЁіе®ҡ.
2гҖҒдёӯзӯүз”өжөҒпјҡ15пҪһ200A
еңЁиҫғеӨ§зҡ„15пҪһ200Aз”өжөҒдёӢ,зӯүзҰ»еӯҗеј§зҡ„иҝҮзЁӢзү№зӮ№дёҺTIGеј§зӣёдјј,дҪҶз”ұдәҺзӯүзҰ»еӯҗиў«еҺӢзј©иҝҮ,еј§жӣҙеҠ жҢәзӣҙ.иҷҪ然еҸҜжҸҗй«ҳзӯүзҰ»еӯҗж°”жөҒйҖҹеәҰжқҘеўһеҠ з„ҠжҺҘзҶ”жұ зҡ„еәҰж·ұ,дҪҶдјҡйҖ жҲҗеңЁзҙҠд№ұзҡ„дҝқжҠӨж°”жөҒдёӯ,ж··е…Ҙз©әж°”е’ҢдҝқжҠӨж°”дҪ“зҡ„йЈҺйҷ©.
3гҖҒе°Ҹеӯ”еһӢзӯүзҰ»еӯҗпјҡеӨ§дәҺ100A
йҖҡиҝҮеўһеҠ з„ҠжҺҘз”өжөҒе’ҢзӯүзҰ»еӯҗж°”жөҒйҖҹеәҰ,еҸҜдә§з”ҹејәжңүеҠӣзҡ„зӯүзҰ»еӯҗжқҹ,дёҺжҝҖе…үжҲ–з”өеӯҗжқҹз„ҠжҺҘдёҖж ·,е®ғиғҪеӨҹеңЁжқҗж–ҷдёҠеҪўжҲҗе……еҲҶзҡ„зҶ”ж·ұ.з„ҠжҺҘж—¶,йҡҸзқҖз„ҠжҺҘзҶ”жұ зҡ„жөҒеҠЁ,йҮ‘еұһз©ҝиҝҮе°Ҹеӯ”иў«еҲҮеүІеҗҺеңЁиЎЁйқўеј еҠӣдҪңз”ЁдёӢеҪўжҲҗз„ҠйҒ“.еҚ•йҒ“з„Ҡж—¶,иҜҘиҝҮзЁӢеҸҜз”ЁдәҺз„ҠжҺҘиҫғеҺҡзҡ„жқҗж–ҷпјҲеҺҡеәҰдёҚи¶…иҝҮ10mmзҡ„дёҚй”Ҳй’ўпјү.
вҳ…з”өжәҗ
дҪҝз”ЁзӯүзҰ»еӯҗеј§ж—¶,йҖҡеёёйҮҮз”ЁзӣҙжөҒз”өжөҒе’ҢеһӮйҷҚзү№жҖ§з”өжәҗ.з”ұдәҺд»Һзү№еҲ«зҡ„з„ҠзӮ¬жҺ’еҲ—ж–№ејҸе’Ңеҗ„иҮӘеҲҶзҰ»зҡ„зӯүзҰ»еӯҗгҖҒдҝқжҠӨж°”жөҒдёӯиҺ·еҫ—дәҶзӢ¬зү№зҡ„ж“ҚдҪңзү№жҖ§,еҸҜеңЁзӯүзҰ»еӯҗжҺ§еҲ¶еҸ°дёҠеўһеҠ дёҖдёӘжҷ®йҖҡзҡ„TIGз”өжәҗ,иҝҳеҸҜд»ҘдҪҝз”Ёзү№еҲ«з»„е»әзҡ„зӯүзҰ»еӯҗзі»з»ҹ.йҮҮз”ЁжӯЈејҰжіўдәӨжөҒз”өж—¶,дёҚе®№жҳ“дҪҝзӯүзҰ»еӯҗеј§зЁіе®ҡ.еҪ“з”өжһҒе’Ңе·Ҙ件й—ҙи·қиҫғй•ҝдё”зӯүзҰ»еӯҗиў«еҺӢзј©ж—¶,зӯүзҰ»еӯҗеј§еҫҲйҡҫеҸ‘жҢҘдҪңз”Ё,иҖҢдё”,еңЁжӯЈеҚҠе‘ЁжңҹеҶ…,иҝҮзғӯзҡ„з”өжһҒдјҡдҪҝеҜјз”өеҳҙеҸҳжҲҗзҗғеҪў,д»ҺиҖҢе№Іжү°еј§зҡ„зЁіе®ҡ.
еҸҜдҪҝз”Ёдё“з”Ёзҡ„зӣҙжөҒејҖе…із”өжәҗ.йҖҡиҝҮи°ғиҠӮжіўеҪўзҡ„е№іиЎЎжқҘеҮҸе°‘з”өжһҒжӯЈжһҒзҡ„жҢҒз»ӯж—¶й—ҙ,дҪҝз”өжһҒеҫ—еҲ°е……еҲҶеҶ·еҚҙ,д»Ҙз»ҙжҠӨе°–еӨҙеҜјз”өеҳҙеҪўзҠ¶,并еҪўжҲҗзЁіе®ҡзҡ„еј§.
вҳ…иө·еј§
иҷҪ然зӯүзҰ»еӯҗеј§жҳҜйҖҡиҝҮйҮҮз”Ёй«ҳйў‘дә§з”ҹзҡ„,дҪҶе®ғйҰ–е…ҲжҳҜеңЁз”өжһҒе’ҢзӯүзҰ»еӯҗе–·еҳҙд№Ӣй—ҙеҪўжҲҗзҡ„.иҜҘз»ҙеј§иў«иЈ…еңЁз„ҠзӮ¬дёӯ,йңҖиҰҒз„ҠжҺҘж—¶,еҶҚе°Ҷе®ғиҪ¬з§»еҲ°е·Ҙ件дёҠ.дёҺеңЁз„Ҡзјқй—ҙдҝқжҢҒзҡ„з»ҙеј§зӣёеҗҢ,з»ҙеј§зі»з»ҹиғҪзЎ®дҝқзЁіе®ҡзҡ„иө·еј§,иҝҷйҒҝе…ҚдәҶеҜ№дә§з”ҹз”өеӯҗе№Іж¶үзҡ„й«ҳйў‘зҡ„йңҖиҰҒ.
вҳ…з”өжһҒ
з”ЁдәҺзӯүзҰ»еӯҗиҝҮзЁӢдҪҝз”Ёзҡ„жҳҜеҗ«2% ж°§еҢ–й’Қзҡ„й’Ёз”өжһҒе’Ңй“ңзҡ„зӯүзҰ»еӯҗе–·еҳҙ.дёҺTIGз„ҠдҪҝз”Ёзҡ„еҜјз”өеҳҙдёҚеҗҢ,еңЁзӯүзҰ»еӯҗиҝҮзЁӢдёӯ,еҜ№з”өжһҒеҜјз”өеҳҙзҡ„зӣҙеҫ„иҰҒжұӮдёҚйӮЈд№ҲдёҘж ј,дҪҶеҺӢзј©и§’йЎ»дҝқжҢҒеңЁ30В°пҪһ60В°е·ҰеҸі.зӯүзҰ»еӯҗе–·еҳҙеӯ”зҡ„зӣҙеҫ„жҳҜеҫҲйҮҚиҰҒзҡ„,еңЁзӣёеҗҢзҡ„з”өжөҒејәеәҰе’ҢзӯүзҰ»еӯҗж°”жөҒйҖҹеәҰдёӢ,еӯ”зӣҙеҫ„еӨӘе°ҸдјҡеҜјиҮҙе–·еҳҙиў«иҝҮеәҰи…җиҡҖз”ҡиҮізҶ”еҢ–.еңЁе·ҘдҪңз”өжөҒдёӢ,йңҖиҰҒи°Ёж…ҺдҪҝз”Ёзӣҙеҫ„иҝҮеӨ§зҡ„зӯүзҰ»еӯҗе–·еҳҙ.
жіЁ: еӯ”зҡ„зӣҙеҫ„иҝҮеӨ§,еҸҜиғҪдјҡеҜ№еј§зҡ„зЁіе®ҡеҸҠеӯ”зҡ„з»ҙжҠӨйҖ жҲҗеӣ°йҡҫ.
вҳ…зӯүзҰ»еӯҗе’ҢдҝқжҠӨж°”дҪ“
йҖҡеёёзӯүзҰ»еӯҗж°”дҪ“зҡ„з»„еҗҲж°”дҪ“жҳҜж°©ж°”,并еҗ«жңү2%пҪһ5%зҡ„ж°©ж°”дҪңдёәдҝқжҠӨж°”дҪ“.ж°Ұж°”д№ҹиғҪз”ЁеҒҡзӯүзҰ»еӯҗж°”дҪ“,дҪҶз”ұдәҺе®ғжё©еәҰиҫғй«ҳ,дјҡйҷҚдҪҺе–·еҳҙзҡ„з”өжөҒдёҠеҚҮзҺҮ.ж°ўж°”еҗ«йҮҸи¶Ҡе°‘,иҝӣиЎҢе°Ҹеӯ”еһӢзӯүзҰ»еӯҗз„ҠжҺҘе°ұи¶Ҡеӣ°йҡҫ.
вҳ…еә”з”Ё
вҳҶеҫ®жқҹзҰ»еӯҗз„ҠжҺҘ
еҫ®жқҹзҰ»еӯҗйҖҡеёёз”ЁдәҺз„ҠжҺҘи–„жқҝжқҗпјҲеҺҡеәҰдёә0.1mmпјүгҖҒз„Ҡдёқе’ҢзҪ‘еӯ”йғЁеҲҶ.й’ҲеһӢжҢәзӣҙзҡ„еј§иғҪе°Ҷеј§зҡ„еҒҸзҰ»е’ҢеҸҳеҪўеҮҸеҲ°жңҖе°Ҹ.иҷҪ然зӯүж•Ҳзҡ„TIG еј§жӣҙжү©ж•Ј,дҪҶжӣҙж–°зҡ„жҷ¶дҪ“з®ЎеҢ–зҡ„пјҲTIGпјүз”өжәҗиғҪеңЁдҪҺз”өжөҒдёӢдә§з”ҹйқһеёёзЁіе®ҡзҡ„еј§.
вҳҶдёӯзӯүз”өжөҒз„ҠжҺҘ
еңЁзҶ”еҢ–ж–№ејҸдёӢеҸҜйҖүжӢ©иҜҘж–№жі•иҝӣиЎҢдј з»ҹзҡ„TIGз„Ҡ. е®ғзҡ„дјҳзӮ№жҳҜиғҪдә§з”ҹиҫғж·ұзҡ„зҶ”ж·ұпјҲж„ҝдәҺиҫғй«ҳзҡ„зӯүзҰ»еӯҗж°”жөҒпјү,иғҪе®№и®ёеҢ…жӢ¬иҚҜзҡ®пјҲз„ҠзӮ¬дёӯзҡ„з„ҠжқЎпјүеңЁеҶ…зҡ„иҫғеӨ§зҡ„иЎЁйқўжұЎжҹ“.дё»иҰҒзјәзӮ№жҳҜз„ҠзӮ¬з¬ЁйҮҚ,дҪҝжүӢе·Ҙз„ҠжҺҘжҜ”иҫғеӣ°йҡҫ.еңЁжңәжў°еҢ–з„ҠжҺҘдёӯ,еә”иҜҘжӣҙеҠ жіЁж„Ҹз„ҠзӮ¬зҡ„з»ҙжҠӨд»ҘдҝқиҜҒзЁіе®ҡзҡ„жҖ§иғҪ.
вҳҶе°Ҹеӯ”еһӢз„ҠжҺҘ
еҸҜз”Ёзҡ„еҮ зӮ№дјҳеҠҝжҳҜпјҡзҶ”ж·ұиҫғж·ұгҖҒз„ҠжҺҘйҖҹеәҰеҝ«.дёҺTIG еј§зӣёжҜ”,е®ғиғҪз„ҠйҖҸеҺҡеәҰиҫҫ10mmзҡ„жқҝжқҗ,дҪҶдҪҝз”ЁеҚ•йҒ“з„ҠжҺҘжҠҖжңҜж—¶,йҖҡеёёе°ҶжқҝжқҗеҺҡеәҰйҷҗеҲ¶еңЁ6mmеҶ….йҖҡеёёзҡ„ж–№жі•жҳҜдҪҝз”ЁжңүеЎ«е……зү©зҡ„е°Ҹеӯ”,д»ҘзЎ®дҝқз„ҠйҒ“ж–ӯйқўзҡ„е…үж»‘пјҲж— йҪҝиҫ№пјү.з”ұдәҺеҺҡеәҰиҫҫеҲ°дәҶ15mm,иҰҒдҪҝз”Ё6mmеҺҡзҡ„й’қиҫ№иҝӣиЎҢVеһӢжҺҘеӨҙеҮҶеӨҮ.д№ҹеҸҜдҪҝз”ЁеҸҢйҒ“з„ҠжҠҖжңҜ,еңЁзҶ”еҢ–ж–№ејҸдёӢйҖҡиҝҮж·»еҠ еЎ«е……з„Ҡдёқ,иҮӘеҠЁз”ҹжҲҗ第дёҖе’Ң第дәҢжқЎз„ҠйҒ“.
еҝ…йЎ»зІҫзЎ®ең°е№іиЎЎз„ҠжҺҘеҸӮж•°гҖҒзӯүзҰ»еӯҗж°”жөҒйҖҹеәҰе’ҢеЎ«е……з„Ҡдёқзҡ„ж·»еҠ йҮҸпјҲеЎ«е…Ҙе°Ҹеӯ”пјүд»Ҙз»ҙжҠӨеӯ”е’Ңз„ҠжҺҘзҶ”жұ зҡ„зЁіе®ҡ,иҝҷдёҖжҠҖжңҜеҸӘйҖӮз”ЁдәҺжңәжў°еҢ–з„ҠжҺҘ.иҷҪ然йҖҡиҝҮдҪҝз”Ёи„үеҶІз”өжөҒ,иҜҘжҠҖжңҜиғҪз”ЁдәҺдҪҚзҪ®з„ҠжҺҘ,дҪҶе®ғйҖҡеёёжҳҜз”ЁдәҺеҜ№иҫғеҺҡзҡ„жқҝжқҗжқҗж–ҷпјҲи¶…иҝҮ3mmпјүиҝӣиЎҢй«ҳйҖҹе№із„Ҡ.иҝӣиЎҢз®ЎйҒ“з„ҠжҺҘж—¶,еҝ…йЎ»зІҫзЎ®ең°жҺ§еҲ¶жәўеҮәз”өжөҒе’ҢзӯүзҰ»еӯҗж°”жөҒйҖҹеәҰд»ҘзЎ®дҝқе°Ҹеӯ”е…ій—ӯ.